


想要更直观地了解 球墨铸铁管实力工厂产品的特点和功能吗?我们为您准备了视频介绍,相较于图文,视频更能让您轻松掌握产品的核心卖点。
以下是: 球墨铸铁管实力工厂的图文介绍
格瑞管业有限公司以“唯有进步、永不止步”为公司宗旨,遵循“科学管理、品质至上、优质服务、信誉”的方针,不断提供 怀化辰溪球墨铸铁管产品质量和完善服务,率经营管理,为客户提供优质的 怀化辰溪球墨铸铁管产品和满意的服务。



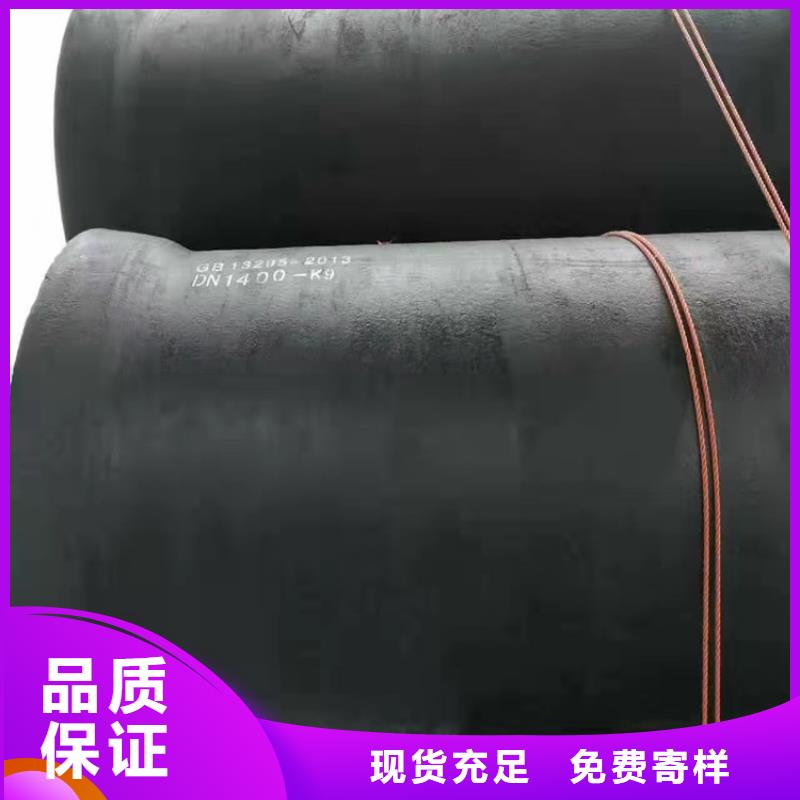
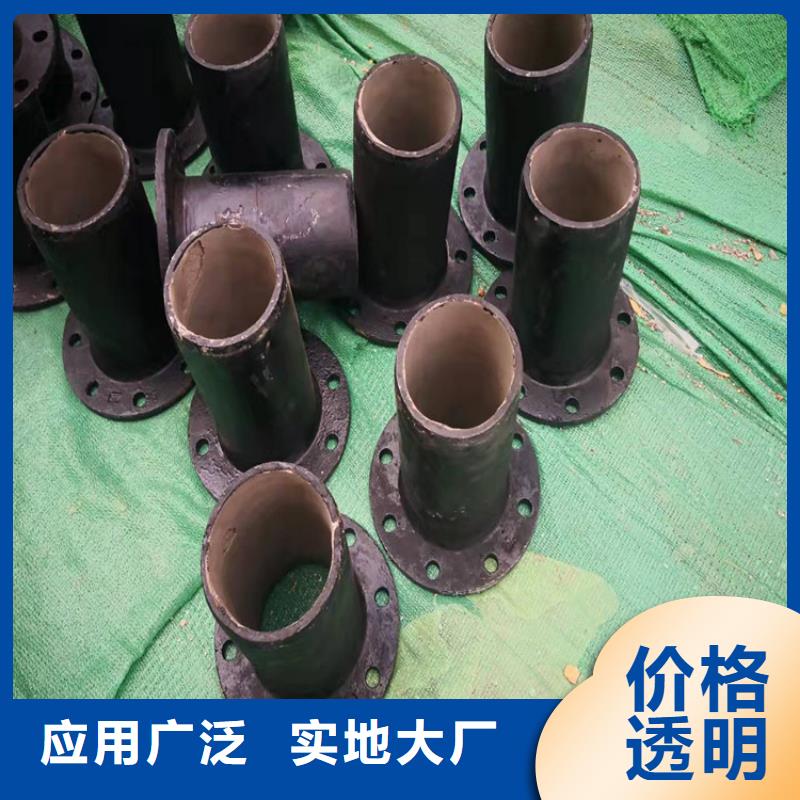
球墨铸铁管的承口结构括球墨铸铁管承口和胶圈,球墨铸铁管管体外经为DN1800mm,其承口端内有档环,外部圆弧光滑过渡,档环里的内壁上有向壁内连续的、第二和第三凹槽,、第二和第三凹槽呈阶梯状,、第二和第三凹槽的直径逐渐变小,凹槽和第二凹槽内嵌装胶圈,胶圈有硬质座和软质头两部分组成,胶圈有喇叭状内孔,硬质座有外凸环,外凸环嵌在凹槽内,软质头有外圆柱面,外圆柱面嵌在第二凹槽内。这种承口结构解决了口径大于DN1600规格的球墨铸管无法使用T型接口的技术难题。球墨铸铁管供水管道常用接口为T和K型。对于T型接口通常只是适合用于DN80-Dm600mm*8.15米长度规格球墨铸管;因为该种接口仅使用胶圈,没有其它附件即可密封,而且安装速度快,施工方便,无需压兰、螺栓,直接安装。使用综合成本较低。且T型接口能适应一定的基础变形,具有一定的抗震能力。但是,中大口径铸管无法使用此种接口。对于通常口径大于DNieOOmm规格的球墨铸管,一般采用K型接口。K型接口安装费时费力,需要的附件较多,使用成本较高,该方法的性较低。为了克服现有技术的缺点,这种承口结构提供一种DmSOOmm球墨铸铁管承口结构,可以使用T型接口型式。这种承口结构解决其技术问题所采取的技术方案是:它包括球墨铸铁管承口和胶圈,球墨铸铁管管体外经为DN1800mm,其承口端内有档环,外部圆弧光滑过渡,档环里的内壁上有向壁内连续的、第二和第三凹槽,、第二和第三凹槽呈阶梯状,、第二和第三凹槽的直径逐渐变小,凹槽和第二凹槽内嵌装胶圈,胶圈有硬质座和软质头两部分组成,胶圈有喇叭状内孔,硬质座有外凸环,外凸环嵌在凹槽内,软质头有外圆柱面,外圆柱面嵌在第二凹槽内。



球墨铸铁管的质量由什么决定的呢?当然是含硅量决定球墨铸铁管的质量了, 含硅量对球墨铸铁管的机械性能影响很大,比如硅可以改变石墨 球的大小、分布和圆整度,可以细化石墨球,会使基体塑性、强度提高; 硅在退火过程中可以促进渗碳体分解,生成铁素体,提高球墨铸铁管的塑性和延展性;硅还可以溶解在铁中并强化金属基体,提高球墨铸铁管的硬度和强度。 因此球墨铸铁管中的硅主要是以孕育的方式加 入。为了更好的发挥硅的作用,在生产中硅以三次孕育的形式加入:首 先是球化包内孕育,其次是随流孕育,然后是管模粉孕育。并且这三次 孕育都以瞬时孕育的效果******,因此在球化包内孕育前炉内的硅要调 质到一个合适的量,由实验表明炉内的硅一般调到0.8 —丨.2%之间,如 果炉内的硅调到低于0.8^,在球化包内就要加入更多的孕育剂,这球墨铸铁管 样 球化后的铁液降温太大,不利于浇注;如果炉内的硅调到高于丨.2%, 在球化包内加入的孕育剂相对就会减少,这样孕育效果就会大大降 低,并且硅在高温的炉内还会被烧损,其反应方程式为51+2^01=5102结果会使铸管中的终硅量减少,影响铸管力学性能。


球墨铸铁管生产厂家,专业生产厂家,20年质保,欢迎咨询。球墨铸铁管是铸铁管的一种。质量上要求铸铁管的球化等级控制为1-3级(球化率》80%),因而材料本身的机械性能得到了较好的改善。具有铁的本质、钢的性能。退火后的球墨铸铁管,其金相组织为铁素体加少量珠光体,机械性能良好,防腐性能优异、延展性能好,密封效果好,安装简易、主要用于市政、工矿企业给水、输气,输油等。 在铁素体和珠光体基体上分布有一定数量的球状石墨,根据公称口径及对延伸率的要求不同,基体组织中的铁素体和珠光体的比例有所不同,小口径的珠光体比例一般不大于20%,大口径的一般控制在25%左右。山东聊城格瑞管业欢迎您



二)如何通过磨割方法切割球墨铸铁管?磨削切割法切割球墨铸铁管是用砂轮切割球墨铸铁管直至断裂。采用磨削方式切割球墨铸铁管时,应先在切割部位做好标记,以免切割时产生偏差。将拔出的球墨铸铁管放入切割机中,固定好球墨铸铁管,并用内置卡箍夹紧。接下来,启动切割机,逐渐向切割机手柄施加压力。砂轮切入球墨铸铁管,直到球墨铸铁管被切断。在手柄上施加压力时,一次不要用力过大,否则砂轮会断裂。机器运转时,操作人员不得站在带砂轮的一侧,以免发生事故。砂轮切割时,可能会振动、抖动或不稳定,必须立即停止操作。检查砂轮有无断裂或缺口。如有破损,必须及时更换,确保正常使用。球墨铸铁管如有毛边妨碍使用时,可用砂轮或锉刀打磨光滑。现在一般球墨铸铁管供应在国际水平上有点欠缺,如果能按照以上标准加以改进,就可以达到国际水平。使用磨割方法切割铸铁管时,不要不小心伤害自己。

